



فرایند تولید فیلم با روش دمشی یا بادی film blowing
برای مطالعه مقاله های پیشین فیلم دمشی روی عناوین کلیک کنید:
مقاله اول: فیلم دمشی (film blowing) - مقدمه و مواد
مقاله دوم: تجهیزات مورد استفاده در فرایند فیلم دمشی (film blowing) - قسمت اول
مقاله سوم: تجهیزات مورد استفاده در فرایند فیلم دمشی (film blowing) - قسمت دوم
فرایند تولید فیلم دمشی
در این بخش مروری می کنیم بر رابطه بین فرایند فیلم، ساختار مولکولی و خواص فیلم تولیدی. در اینجا، فرایند فیلم دمشی توسط هندسه حباب، ساختار مولکولی و جهت یافتگی و خواص کششی آن مورد بررسی قرار می گیرد.
فرایند اکستروژن فیلم دمشی، به دلیل سهولت در تغییر هندسه محصول، انعطاف پذیری در ساخت بسیار بالایی بدون نیاز به تغییر در تجهیزات دارد. مهم ترین ویژگی فرایندی این روش، توانایی جهت گیری دو جهته با قیمت کم می باشد.
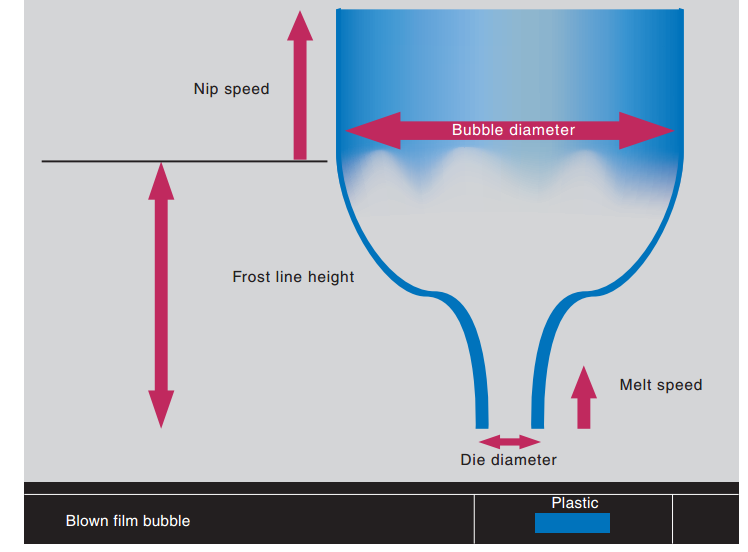
اکستروژن فیلم دمشی یا blown film extrusion یکی از مهم ترین و پرکاربردترین روش های تولید فیلم از پلاستیک ها در کنار روش کستینگ یا Film Casting می باشد. از این روش در ساخت فیلم های پلاستیکی به منظور کاربردهای مختلفی چون بالن های علمی تا سفره، کیسه فریزر و کیسه زباله استفاده می شود. در این روش به طور خلاصه ابتدا واد پلاستیکی وارد اکسترودر شده، ذوب واختلاط صورت می گیرد سپس از طریق یک دای به قسمت دمشی وارد می شود تا با دمیدن هوا از میان آن حباب فیلم bubble تشکیل شود.
اهدافی مانند مقاومت در برابر ضربه یا مقاومت به سوراخ شدگی، علاوه بر افزایش ضخامت فیلم می شود با جهت یافتگی یا orientation زنجیره های پلیمری قابل دستیابی باشد.
جهت یافتگی دو جهته بدین معناست که مولکول های پلیمری هم در جهت ماشین MD و هم در جهت عمود بر ماشین TD ردیف می شوند و اصطلاحا جهت یافته می شوند. در نتیجه فیلم سختی تولید خواهد شد که در برابر پارگی (TEAR)، در هر دو جهت مقاومت از خود نشان می دهد.
این ساختار زنجیره ها و مولکول ها زمانی ایجاد می شود که مذاب در حال خروج از دای در هر دو جهت ماشین و عمود بر آن کشیده شود. بنابر این هندسه حباب و شرایط فرایند بسیار مهم است.
متغیرهای فرآیند و هندسه حباب
جدول زیر، 4 متغیر اصلی فرایند بر روی خواص فیلم و حباب را مشاهده می کنید. در این جدول توضیح داده است که با فرض افزایش هریک از این متغیرها، چه تاثیری روی ضخامت فیلم، قطر حباب و ارتفاع خط شبنم مشاهده خواهیم کرد.
|
متغیر (افزایش) |
ضخامت فیلم |
قطر حباب |
ارتفاع خط شبنم |
|
سرعت کشنده NIP |
کاهش |
افزایش |
افزایش |
|
سرعت مارپیچ |
افزایش |
افزایش |
افزایش |
|
سرعت خنک سازی |
افزایش |
کاهش |
کاهش |
|
حجم حباب |
کاهش |
افزایش |
کاهش |
حال به توضیح این تغییرات می پردازیم
افزایش سرعت کشنده Nip :
افزایش سرعت کشنده باعث کشیده شدن فیلم در جهت ماشین می شود و آن را نازک تر می کند. در نتیجه فیلم با سرعت بیشتری از هوای خنک کننده عبور می کند و به سرعت از آن رد می شود. ولی به علت افزایش سرعت فیلم خط شبنم (جامد شدن )در ارتفاع بالاتری رخ می دهد.
چون ارتفاع خط شبنم افزایش یافته است، طول ساقه بلند تر می شود. حال چون حجم هوای حباب ثابت است پس بیشترین مقدار آن در بالای حباب است و نه در ساقه آن! و باعث افزایش قطر حباب در بالای خط شبنم خواهد شد.
افزایش سرعت مارپیچ اکسترودر:
افزایش در سرعت مارپیچ اکسترودر باعث افزایش در هر سه متغیر فیلم خواهد شد. افزایش سرعت مارپیچ، باعث افزایش خروجی از اکسترودر می شود، و اولین نتیجه آن افزایش ضخامت فیلم خواهد بود. همچنین، مقدار مواد بیشتر سبب تولید گرمای بیشتری می شود و باید حجم گرمایی بیشتری را خنک کنیم، در نتیجه باید زمان خنک سازی را بیشتر کنیم، یا اگر شرایط خنک سازی را تغییر ندهیم سبب افزایش ارتفاع خط شبنم می شود. و مانند اثر افزایش سرعت مارپیچ، افزایش ارتفاع خط شبنم سبب افزایش قطر حباب فیلم خواهد شد.
افزایش سرعت خنک سازی:
افزایش سرعت هوای خنک کننده، باعث می شود تا گرمای حباب زودتر از بین برود. زیرا فیلم زودتر به دمای لازم برای سرد شدن می رسد و ارتفاع خط شبنم کاهش می یابد. در نتیجه قطر حباب کاهش پیدا خواهد کرد. این کاهش در قطر حباب سبب می شود که فیلم در جهت عرضی کم تر کشیده می شود و ضخامت فیلم افزایش می یابد.
افزایش حجم حباب:
زمانی که هوای بیشتری به داخل حباب وارد شود، حجم آن افزایش پیدا می کند و قطر حباب به علت گشیدیگی در جهت عرضی افزایش پیدا می کند این کشیدگی در جهت عمود بر مشاین، باعث کم شدن ضخامت فیلم می شود و ضخامت پایین فیلم باعث می شود خنک سازی زودتر انجام شده و خط شبنم پایین بیاید.
برای خرید دستگاه های خط تولید پلیمری، مشاوره و آموزش پلیمر با ما تماس بگیرید.











دیدگاه جدید